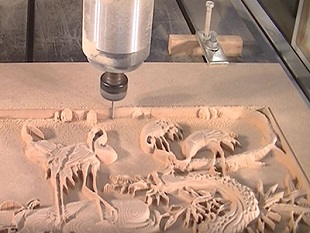
CNC فرم کوتاه شده عبارت Computer Numerical Control و به معنی کنترل عددی رایانهای میباشد. این دستگاه شامل یک مینی کامپیوترمیباشد. که در اصل به عنوان واحد کنترل دستگاه عمل کرده و تا حد امکان مدارهای سختافزار اضافی در واحد کنترل حذف شده است. این کامپیوتر وظیفه ارسال برنامههای لازم جهت برش و یا حک فلزات و غیر فلزات را بر عهده دارد. در واقع، تمام مراحل انجام کار و ابعاد نهایی قطعات از طریق کامپیوتر به دستگاه ارسال میشود. به همین دلیل برش CNC را میتوان مانند یک ربات دانست که با برنامهریزی کار کرده و از دستورالعملهای شما پیروی مینماید. در دستگاه برش CNC برنامه در حافظه کامپیوتر ذخیره میشود و برنامهنویس به راحتی میتواند کدها، برنامهها و الزامات را نوشته و ویرایش نماید. برنامه نوشته شده قابلیت استفاده برای قسمتهای مختلف را داشته و نیازی به تکرار دوباره نمیباشد.
ابزارهای مختلفی بر روی دستگاه برش CNC قابل اجرا و استفاده هستند که از این میان میتوان به دستگاه تراش، دستگاه فرز و ماشین حفاری اشاره کرد. این ابزارها با برداشتن و حذف کردن بخشهایی از مواد از جمله فلزات و غیر فلزات، آنها را به شکلها و طرحهای مختلف (گرد، چهارگوشه و …) درمیآورند. در روشهای سنتی، حضور اپراتور و نظارت وی بر روند انجام کار ضرورت داشت، در حالی که در دستگاه CNC نقش اپراتور به حداقل رسیده و صرفا باید برنامه و دستورالعملها را در کامپیوتر اجرا کرده و بقیه کار را کامپیوتر به صورت خودکار انجام خواهد داد.
ماشینهای CNC معمولا در یکی از این دو دسته قرار میگیرند: 1-تکنولوژی ماشینکاری معمولی- این دسته شامل تکنولوژیهای زیر میباشد: -دریلها: این ابزار با چرخش و نفوذ به داخل قطعه مورد نظر موجب ایجاد طرحها و اشکال جدید میشود. -ابزارهای تراش: این ابزارها قطعات را بر خلاف حرکت مته دریل به چرخش در میآورند. این ابزار به صورت معمول تماس مستقیم با مواد برقرار میکند. این ماشینآلات از ابزارهای برش دوار جهت حذف مواد از روی قطعه اصلی بهره میبرند. -ماشینآلات فرز: این ماشینآلات را میتوان معمولترین دستگاههای CNC دانست. 2-تکنولوژی ماشینکاری نوین- این دسته شامل موارد زیر میباشد: -ماشینکاری الکتریکی یا شیمیایی: امروزه تکنولوژیهای جدیدی وجود دارند که از تکنیکهای مخصوصی برای برش مواد استفاده میکنند. در این زمینه میتوان به ماشینکاری الکترومغناطیسی و ماشینکاری الکتروشیمیایی اشاره کرد. این تکنولوژیها بسیار تخصصی بوده و در موارد خاص برای تولید انبوه و نوع خاصی از مواد استفاده میشوند. – دیگر ابزارهای برش: از این ابزارها میتوان به دستگاه لیزر cnc یا دستگاههای برش لیزری، ماشینآلات برش اکسیژن، ماشینآلات برش پلاسما و تکنولوژی برش واترجت اشاره کرد.
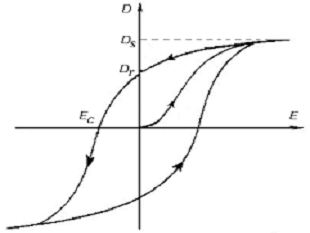
پسماند یا «هیسترزیس» (Hysteresis)، پدیدهای است که وابستگی حالت فعلی یک سیستم به حالتهای قبلی (مسیر تغییرات) آن را نمایش میدهد. این پدیده کاربردهای زیادی در حوزههای مختلفی نظیر فیزیک، شیمی، مهندسی، زیستشناسی و اقتصاد دارد. در این مقاله به معرفی تعاریف و کاربردهای پدیده هیسترزیس در حوزه مکانیک مواد نظیر هیسترزیس الاستیک، زاویه تماس، شکل حباب، جذب سطحی و پتانسیل ماتریک خواهیم پرداخت.
هیسترزیس الاستیک:
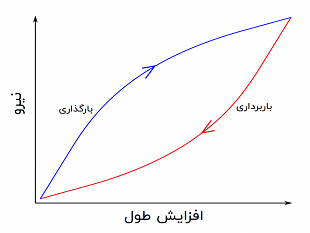
هیسترزیس الاستیک، از اولین انواع هیسترزیس بود که مورد توجه محققین قرار گرفت. در این پدیده، ناحیه مرکزی حلقه هیسترزیس اتلاف انرژی ناشی از اصطکاک داخلی ماده را نمایش میدهد. برای درک بهتر پدیده هیسترزیس الاستیک میتوان یک نوار لاستیکی و تعدادی وزنه متصل به انتهای آن را در نظر گرفت. اگر بخش بالایی نوار لاستیکی بر روی یک قلاب آویزان و تعدادی وزنه کوچک یک به یک به انتهای آن اضافه شود، طول نوار بیشتر خواهد شد. اضافه کردن وزنههای بیشتر باعث افزایش نیروی اعمال شده و در نتیجه ادامه یافتن افزایش طول نوار میشود. برداشتن وزنهها، نیروی اعمال شده به نوار را کاهش میدهد. در نتیجه، طول نوار کاهش مییابد. حذف وزنههایی که هر یک باعث ایجاد یک افزایش طول مشخص در نوار شده بودند، باقی ماندن یک افزایش طول جزئی نسبت به طول اولیه را در پی دارد؛ زیرا نوار لاستیکی به طول کامل از قانون هوک پیروی نمیکند. در شکل زیر، حلقه هیسترزیس برای یک نوار لاستیکی ایدئال (بازگشت به طول اولیه پس از باربرداری) نمایش داده شده است. وجود پدیده هیسترزیس الاستیک بیشتر برای بارگذاری و باربرداریهای سریع معرفی شده است. برخی از مواد از جمله فلزات سخت بر خلاف مواد سخت دیگر (مانند گرانیت و مرمر)، هیچ هیسترزیس الاستیکی را در حین بارگذاریهای متوسط از خود به نمایش نمیگذارند. در موادی نظیر لاستیکها میتوان سطح بالایی از هیسترزیس الاستیک را مشاهده کرد. در هنگام اندازهگیری هیسترزیس ذاتی لاستیک میتوان رفتار ماده را همانند یک گاز در نظر گرفت. هنگام افزایش طول نوار لاستیکی، دمای آن افزایش مییابد. اگر آزادسازی این گرما به طور ناگهانی صورت گیرد، فرآیند سرد شدن آن به طور محسوس قابل مشاهده خواهد بود. این مسئله با هیسترزیس بزرگ ناشی از تبادل دما با محیط اطراف و هیسترزیس کوچک ناشی از اصطکاک داخلی لاستیک ارتباط دارد. این نوع هیسترزیس ذاتی، تنها در صورت ایزوله بودن آدیاباتیک نوار لاستیکی قابل اندازهگیری است. برای ساخت سیستم تعلیق یا فنربندی وسایل نقلیه کوچک از مواد لاستیکی یا دیگر الاستومرها استفاده میشود. این سیستمها امکان بهرهمندی از عملکرد دوگانه حرکت فنری و میرایی را فراهم میکنند؛ زیرا مواد لاستیکی برخلاف فنرهای فلزی دارای هیسترزیس هستند و تمام انرژی فشاری جذب شده را به طور ناگهانی بازنمیگردانند. دوچرخههای کوهستان نیز با به کارگیری سیستم فنربندی الاستومری ساخته میشوند. هیسترزیس دلیل اصلی وجود مقاومت یا اصطکاک غلتشی در هنگام غلتیدن اجسامی نظیر توپ، تایر یا چرخ بر روی یک سطح است. این موضوع به خاصیت ویسکوالاستیک ماده به کار رفته در جسم در حال غلتش مربوط میشود.
هیسترزیس زاویه تماس:
تماس ایجاد شده بین یک مایع و سطح جامد، محدودهای از زوایای تماس ممکن را در برمیگیرد. به طور کلی، دو روش متداول برای اندازهگیری این محدوده وجود دارد. روش اول با عنوان «روش تغییر شیب سطح» (Tilting Base Method) شناخته میشود. در این روش، پس از قرار گرفتن قطره مایع بر روی یک سطح داری تراز، شیب سطح از 0 تا 90 درجه تغییر میکند. همزمان با کج شدن قطره، بخش پایینی آن در معرض رطوبت قریبالوقوع و بخش بالایی آن در معرض کاهش رطوبت قریبالوقوع قرار میگیرد. با افزایش شیب سطح، زاویه سطح تماس قطره در بخش پایینی افزایش و زاویه سطح تماس قطره در بخش بالایی کاهش خواهد یافت. مقادیر این زوایا در لحظه رها شدن و شروع حرکت قطره، به ترتیب با عنوان زوایای تماس پیشرونده و پسرونده شناخته میشوند. اختلاف بین این دو زاویه، «هیسترزیس زاویه تماس» (Contact Angle Hysteresis) است.
روش دوم تعیین محدوده زاویه تماس با عنوان «روش افزودن/برداشت حجم» (Add/Remove Volume Method) شناخته میشود. در هنگام برداشت بیشترین حجم مایع از قطره بدون کاهش مساحت سطح مشترک، زاویه تماس پسرونده اندازهگیری میشود. اندازهگیری زاویه تماس پیشرونده نیز در هنگام افزودن بیشترین حجم مایع به قطره تا قبل از شروع افزایش مساحت سطح مشترک صورت میگیرد. اختلاف بین این دو زاویه، بیانگر هیسترزیس زاویه تماس است. اکثر محققین استفاده از روش تغییر سطح شیب را ترجیح میدهند؛ زیرا در روش افزودن/برداشت حجم، سوزن مورد استفاده باید به صورت ثابت درون قطره باقی بماند. این کار بر روی دقت مقادیر اندازهگیری شده (بخصوص زاویه تماس پسرونده) تأثیرگذار است.
هیسترزیس شکل حباب
حبابهای در حال انبساط و انقباض بر روی لولههای مویینه (مانند سرسوزن سرنگ) میتوانند پدیده هیسترزیس را از خود به نمایش بگذارند. در این وضعیت، هیسترزیس به مقدار حداکثر فشار مویینگی نسبت به فشار محیط و حجم حباب در حداکثر فشار مویینگی نسبت به حجم مرده درون سیستم بستگی دارد. «هیسترزیس شکل حباب» (Bubble Shape Hysteresis) نتیجه تراکمپذیری گازها است که باعث رفتار متفاوت حبابها در حین انقباض و انبساط میشود. در حین فرآیند انبساط، چندین جهش بزرگ نامتعادل در میزان حجم حبابها رخ میدهد. در حین فرآیند انقباض، وضعیت حبابها پایدارتر و تغییرات ناگهانی حجم نیز کوچکتر هستند. این مسئله عدم تقارن بین انبساط و انقباض را در پی دارد. همانند هیسترزیس زاویه تماس، خواص بین سطحی نقش مهمی را در هیسترزیس شکل حباب بازی میکنند.
هیسترزیس جذب
پدیده هیسترزیس در فرآیندهای جذب سطحی فیزیکی (فلوتاسیون) نیز رخ میدهد. در این نوع هیسترزیس، میزان ماده جذب شده در هنگام اضافه کردن گاز با میزان ماده جذب شده در هنگام حذف گاز متفاوت است. تعیین دلایل وجود هیسترزیس جذب، یکی از حوزههای تحقیقاتی فعال به شمار میرود. با این وجود، به نظر میرسد که این پدیده به تفاوت بین مکانیسمهای هستهزایی و تبخیر درون مزوحفرههای (حفرههایی با مقیاسی بین میکرو و ماکرو) ارتباط دارد. عواملی نظیر کاویتاسیون و انسداد حفرهها باعث پیچیدهتر شدن مکانیسمهای مذکور میشوند.
در جذب سطحی فیزیکی که پدیده هیسترزیس در آن یکی از شواهد وجود تخلخلهای مزوسکوپی است، تعریف مزوحفره (2 تا 50 نانومتر) با قابل مشاهده بودن (50 نانومتر) و غیر قابل مشاهده بودن (2 نانومتر) تخلخلهای مزوسکوپی در ایزوتِرمهای جذب سطحی نیتروژن ارتباط دارد. یک ایزوترم جذب سطحی که هیسترزیس را از خود به نمایش میگذارد، به عنوان ایزوترم نوع V یا نوع IV در نظر گرفته میشود. طبقهبندی حلقههای هیسترزیس جذب نیز با توجه به نحوه تقارن حلقه صورت میگیرد. یکی از ویژگیهای غیر معمول حلقههای هیسترزیس جذب، امکان اسکن حلقه هیسترزیس به وسیله معکوس کردن جهت جذب در هنگام قرارگیری بر روی یکی از نقاط حلقه است. با توجه به شکل ایزوترم در نقطه مورد بررسی، به اسکن صورت گرفته «تقاطع» (Crossing)، «همگرایی» (Converging) یا «بازگشت» (Returning) گفته میشود.
هیسترزیس پتانسیل ماتریک
مبنای رسم منحنی نگهداشت، رابطه بین پتانسیل ماتریک و محتوای آب است. تبدیل مقادیر اندازهگیری شده پتانسیل ماتریک (Ψm) و تعیین مقادیر محتوای حجمی آب (θ)، بر اساس یک منحنی کالیبراسیون مخصوص صورت میگیرد. در طی فرآیند اندازهگیری محتوای آب، وجود پدیده هیسترزیس میتواند باعث به وجود آمدن خطا در محاسبات شود. هیسترزیس پتانسیل ماتریک به دلیل تفاوت نحوه مرطوب شدن مجدد یک محیط خشک رخ میدهد. این فرآیند به تاریخچه اشباعشدگی محیط متخلخل بستگی دارد. به عنوان مثال، محتوای حجمی آب برای یک محیط شامل خاک رس ریز در پتانسیل ماتریک 5 کیلو پاسکال (kPa)، با توجه به میزان اشباعشدگی قبلی محیط در محدودهای بین 8 تا 25 درصد تغییر میکند. «تانسیومتر»، وسیلهای برای اندازهگیری وضعیت رطوبت خاک (پتانسیل ماتریک آب) است. این وسیله تحت تأثیر مستقیم هیسترزیس پتانسیل ماتریک قرار دارد. علاوه بر این، سنسورهای مورد استفاده برای اندازهگیری پتانسیل ماتریک آب نیز در داخل خود با پدیده هیسترزیس مواجه میشوند. بلوکهای مقاوم نایلونی و گچی، میزان پتانسیل ماتریک را به صورت تابعی از مقاومت الکتریکی اندازهگیری میکنند. رابطه بین مقاومت الکتریکی و پتانسیل ماتریک سنسور، هیسترزیس را نمایش میدهد. ترموکوپلها نیز پتانسیل ماتریک را به صورت تابعی از اتلاف حرارت اندازهگیری میکنند. دلیل وجود هیسترزیس در این اندازهگیری، وابستگی اتلاف حرارت به محتوای آب سنسور است (وجود هیسترزیس رابطه بین محتوای آب سنسور و پتانسیل ماتریک). از سال 2002 به بعد، در اکثر مواقع تنها منحنی دفع رطوبت در حین کالیبراسیون سنسورهای رطوبتسنج خاک مورد اندازهگیری قرار میگیرند. علیرغم احتمال وجود خطای قابل توجه در این روش، تأثیر هیسترزیس مختص به سنسور به طور کلی نادیده گرفته میشود.
یکی دیگر از دستاوردهای مهم اروین و همکارانش، یافتن روشی برای محاسبه مقدار انرژی قابل دسترس شکست با توجه به تنش مجانبی و میدانهای جابجایی اطراف بخش جلویی ترک در یک جامد الاستیک خطی بود. رابطه بین عبارت مجانبی تنش نرمال در حالت اول بارگذاری و ضریب شدت تنش به صورت زیر است:
σij: تنشهای کوشی؛ x: فاصله نقطه مورد بررسی تا نوک ترک؛ θ: زاویه نقطه مورد بررسی نسبت به صفحه دربرگیرنده ترک؛ fij: توابع وابسته به هندسه ترک و شرایط بارگذاری
اروین کمیت K را «ضریب شدت تنش» (Stress Intensity Factor) نامگذاری کرد. از آنجایی که کمیت fij بدون بعد است، ضریب شدت تنش با واحد مگا پاسکال در جذر متر (MPam0.5) بیان میشود. با در نظر گرفتن مدل ریاضی «سختکننده» (Stiffener) نیز یک عبارت مجانبی مشابه برای میدان تنش به دست میآید.
آزادسازی انرژی کرنشی:
بر اساس مشاهدات اروین، در صورتی کهاندازه ناحیه پلاستیک اطراف یک ترک نسبت به طول آن کوچک باشد، انرژی مورد نیاز برای رشد ترک وابستگی زیادی به حالت تنش در نوک ترک نخواهد داشت. به عبارت دیگر، در این حالت میتوان از یک راه حل کاملاً الاستیک برای محاسبه مقدار انرژی قابل دسترس شکست استفاده کرد. به این ترتیب، نرخ آزادسازی انرژی برای رشد ترک یا «نرخ آزادسازی انرژی کرنشی» (Strain Energy Release Rate) به صورت تغییرات انرژی کرنشی الاستیک بر واحد مساحت رشد ترک قابل محاسبه خواهد بود:
U: انرژی الاستیک سیستم؛ a: طول ترک؛ P: اندیس شرایط بارگذاری ثابت؛ u: اندیس شرایط جابجایی ثابت اروین نشان داد که رابطه بین نرخ آزادسازی انرژی کرنشی و ضریب شدت تنش برای ترک حالت اول (بازشدگی) به صورت زیر بیان میشود:
E: مدول یانگ؛ v: نسبت پواسون؛ KI: ضریب شدت تنش حالت اول
علاوه بر این، اروین نشان داد که نرخ آزادسازی انرژی کرنشیِ یک ترک مسطح در یک جسم الاستیک خطی برای اکثر شرایط بارگذاری عمومی را میتوان با توجه به ضریب شدت تنش برای ترکهای حالت اول، حالت دوم (لغزش) و حالت سوم (پارگی) بیان کرد.
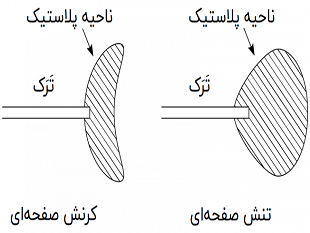
در قدم بعدی، اروین فرض کرد که اندازه و شکل ناحیه اتلاف انرژی در طی شکست ترد تقریباً ثابت باقی میماند. بر اساس این فرضیات، انرژی مورد نیاز برای ایجاد یک واحد سطح شکست، ثابتی است که تنها به نوع ماده بستگی دارد. این ثابت، یک ویژگی مادی جدید با عنوان «چقرمگی شکست» (Fracture Toughness) بود که با GIcنمایش داده میشد. امروزه، این ثابت با نام ضریب شدت تنش بحرانی (KIc) و به عنوان ویژگی معرف مکانیک شکست الاستیک خطی شناخته میشود (شرایط کرنش صفحهای).
ناحیه پلاستیک نوک ترک:
از نظر تئوری، در نقطهای نزدیک به شعاع صفر، تنش موجود در نوک ترک بینهایت خواهد بود. این مسئله را میتوان به عنوان تکینگی تنش در نظر گرفت. باید توجه داشت که وجود تکینگی تنش در مسائل واقعی امکانپذیر نیست. به همین دلیل، در مطالعات عددی حوزه مکانیک شکست، استفاده از شکافهای مدور و نوکتیز برای نمایش ترکها روش مناسبتری به شمار میرود که در آن به جای تکینگی نوک تر از یک ناحیه تمرکز تنش وابسته به هندسه استفاده میشود. بر اساس آزمایشهای صورت گرفته، تمرکز تنش نوک ترک در مواد واقعی دارای یک مقدار محدود اما بزرگتر از تنش اسمی اعمال شده بر روی نمونه است. مقدار تنشهای موجود در نزدیکی نوک یک ترک را میتوان با کمک معادله زیر محاسبه کرد:
σl: مقدار تنش در نزدیکی نوک ترک؛ σ: مقداری وابسته به تنش اسمی اعمال شده؛ Y: ضریب تصحیح وابسته به هندسه نمونه؛ r: فاصله شعاعی تا نوک ترک
به این ترتیب، حتماً یک ویژگی یا مکانیسم خاص درون ماده وجود دارد که مانع از گسترش خود به خودی ترک میشود. بر اساس فرضیات، تغییر شکل پلاستیک در نوک ترک، تیزی آن را کاهش میدهد. این تغییر شکل پیش از هر چیزی به تنش اعمال شده در راستای مناسب (در اکثر موارد، راستای y در دستگاه مختصات کارتزین)، طول ترک و هندسهنمونه بستگی دارد. جورج اروین به منظور تخمین چگونگی گسترش ناحیه تغییر شکل پلاستیک، مقاومت تسلیم ماده را با تنشهای میدانهای دور در راستای y و در امتداد ترک (راستای x) برابر قرار دارد. سپس، معادله به دست آمده را نسبت به شعاع مؤثر حل کرد. اروین با استفاده از این رابطه، معادله زیر را برای تعیین شعاع ایدئالناحیه پلاستیک در نوک ترک به دست آورد:
مدلهای ارائه شده برای مواد ایدئال، قرارگیری ناحیه پلاستیک به دست آمده از رابطه بالا در مرکز نوک ترک را تأیید میکنند. رابطه بالا، شعاع ایدئال تغییر شکل ناحیه پلاستیک در بخش بالایی نوک ترک را به دست میآورد. این شعاع در بسیاری از علوم مرتبط با سازه کاربرد دارد؛ چراکه مقدار آن تقریب خوبی برای درک نحوه رفتار ماده در هنگام اعمال تنش است. پارامترهای ضریب شدت تنش و شاخص چقرمگی ماده (KC) و تنش تسلیم (σY) اطلاعات زیادی را راجع به ماده، خواص آن و اندازه ناحیه پلاستیک نمایش میدهند. به همین دلیل، این پارامترها از اهمیت بالایی برخوردار هستند. به عنوان مثال، در صورت بالا بودن مقدار KC، میتوان نتیجه گرفت که ماده چقرمه (در برابر شکست مقاوم) است. در طرف مقابل، اگر مقدار σY زیاد باشد، میتوان به شکلپذیری بیشتر ماده پی برد. نسبت این دو پارامتر نیز برای تعیین شعاع ناحیه پلاستیک اهمیت دارد. در صورتی که σY کوچک باشد، نسبت مربع KC به σY (مانند رابطه بالا) بزرگ خواهد بود. در نتیجه، شعاع ناحیه پلاستیک نیز مقدار بزرگی خواهد شد. این وضعیت نشان میدهد که ماده میتواند به صورت پلاستیک تغییر شکل دهد و بنابراین چقرمه است. در مجموع، تخمین اندازه ناحیه پلاستیک در بالای نوک ترک را میتوان به منظور تحلیل دقیقتر نحوه رفتار ماده در حضور ترکها مورد استفاده قرار داد.
بارگذاری چرخهای نیز فرآیندی مشابه با مراحل بالا را شامل میشود. اگر یک نمونه تحت بارگذاری چرخهای دارای ترک باشد، تغییر شکل پلاستیک در محل نوک ترک رخ خواهد داد و رشد آن با تأخیر مواجه خواهد شد. در صورت وجود نوسان یا بارگذاری اضافی، مدل فعلی به میزان کمی تغییر میکند. دلیل این امر، مطابقت مدل با افزایش ناگهانی تنش نسبت به شرایط بارگذاری قبلی است. در بارگذاریهای بزرگ (بارگذاری اضافی)، رشد ترک تا بیرونِ ناحیه پلاستیک ادامه مییابد و از محدوده تغییر شکل پلاستیک اولیه عبور میکند. اگر فرض کنیم که بزرگی تنش اضافی برای ایجاد شکست کامل در نمونه کافی نباشد، ترک در محل نوک جدید خود تحت تأثیر تغییر شکل پلاستیک بیشتر قرار میگیرد. این مسئله باعث بزرگتر شدن ناحیه تنشهای پسماند پلاستیک میشود. فرآیند مذکور، چقرمگی و عمر ماده را افزایش میدهد؛ چراکه ناحیه پلاستیک جدید از ناحیه پلاستیک در شرایط اعمال تنش عادی بزرگتر خواهد بود. علاوه بر این، افزایش ناحیه پلاستیک، ظرفیت ماده در برابر تحمل بارگذاری چرخهای را نیز بهبود میبخشد.
چقرمگی شکست و روشهای آزمایش آن:
چقرمگی خاصیتی است که میزان مقاومت یک ماده در برابر شکست را بیان میکند. این خاصیت مکانیکی، از اهمیت بالایی در مسائل مهندسی برخوردار است. چندین روش مختلف آزمایش برای اندازهگیری چقرمگی شکست ماده وجود دارد. در این آزمایشها معمولاً از یک نمونه شیاردار در یکی از چندین پیکربندی موجود استفاده میشود. با توجه به اهداف مقاله پیش رو، در این بخش به معرفی روشهای تعیین چقرمگی شکست کرنش صفحهای (KIc) خواهیم پرداخت.
هنگامی که یک ماده پیش از شکست، رفتار الاستیک خطی از خود به نمایش میگذارد (مانند حالتی که ناحیه پلاستیک در مقایسه با ابعاد نمونه کوچک است)، مقدار بحرانی ضریب شدت تنش برای ترک حالت اول را میتوان به عنوان یک پارامتر شکست مناسب در نظر گرفت. این روش با توجه به ضریب شدت تنش بحرانی برای کرنش صفحهای، یک معیار کمی از چقرمگی شکست را ارائه میکند. به منظور اطمینان از معنادار بودن نتایج باید پس از اتمام هر آزمایش، اعتبارسنجیهای مورد نیاز صورت گیرد. ابعاد نمونه باید ثابت و به اندازهای بزرگ باشند که شرایط کرنش صفحهای در نوک ترک را تضمین کنند. این الزامات باعث محدودیت در نحوه اجرای آزمایش میشوند.
نکته اصلی در آزمایشهای مبتنی بر چقرمگی شکست (K) این است که باید از قرار داشتن شکستهای نمونه تحت شرایط الاستیک خطی اسمی اطمینان حاصل کرد. این مسئله لزوم کوچک بودن ناحیه پلاستیک در مقایسه با مقطع نمونه را نشان میدهد.
آزمایش چقرمگی شکست در شرایط کرنش صفحهای
نمونههای خمش شکاف تک لبهای (SENB یا خمش سهنقطهای) و نمونههای فشرده کششی (CT)، متداولترین پیکربندیهای آزمایش چقرمگی شکست هستند. برای تعیین دقیق چقرمگی شکست کرنش صفحهای باید نمونهای را انتخاب کرد که ضخامت آن از یک مقدار بحرانی (B) بیشتر باشد. بر اساس آزمایشهای صورت گرفته، شرایط کرنش صفحهای در صورت صادق بودن رابطه زیر کاربرد دارد:
B: حداقل ضخامتی که باعث ایجاد کمترین انرژی کرنش پلاستیک در نوک ترک میشود؛ KIC: چقرمگی شکست ماده؛ sy: تنش تسلیم ماده
هنگامی که یک ماده با چقرمگی شکست مجهول مورد آزمایش قرار میگیرد، از نمونهای با ضخامت مقطع کامل یا اندازهای متناسب با چقرمگی پیشبینی شده آن استفاده میشود. اگر مقدار چقرمگی شکست حاصل از آزمایش در رابطه بالا صدق نکند، باید آزمایش را با یک نمونه ضخیمتر تکرار کرد. هنگامی که یک آزمایش قادر به برطرف کردن الزامات مورد نیاز (مانند ضخامت) به منظور اطمینان از وجود شرایط کرنش صفحهای نباشد، مقادیر به دست آمده چقرمگی شکست با KCنمایش داده خواهند شد.
حالتهای تنش صفحهای و تنش انتقالی
در مواقعی که انرژی پلاستیک نوک ترک قابل اغماض نیست، پارامترهای دیگر مکانیک شکست (مانند انتگرال J و منحنی R) برای تعیین خصوصیات ماده مورد استفاده قرار میگیرند. دادههای به دست آمده از آزمایشهای دیگر به ضخامت نمونه مورد آزمایش بستگی خواهند داشت و به عنوان خواص واقعی ماده محسوب نخواهند شد. اگرچه، شرایط کرنش صفحهای در تمام پیکربندیهای سازه صادق نیست. از اینرو، استفاده از مقادیر KICدر طراحی نواحی نسبتاً نازک میتواند منجر به نتایج بسیار محافظهکارانه و در نتیجه افزایش وزن و هزینه ساخت آن شود. در مواردی که حالت تنش واقعی به صورت صفحهای یا انتقالی باشد، به کارگیری دادههای به دست آمده از انتگرال J و نمودار R مناسبتر خواهد بود. این حالت برای شکستهای آرام و پایدار (پارگی شکلپذیر) نسبت به شکستهای سریع (شکننده) کاربرد بیشتری دارد. شرط در نظر گرفتن حالت تنش صفحهای یا انتقالی به صورت زیر است:
σc: تنش بحرانی اعمال شده که باعث ایجاد شکست میشود؛ KIC: چقرمگی شکست کرنش صفحهای؛ Y: یک ثابت عددی مرتبط با هندسه نمونه؛ a: طول ترک برای ترکهای لبهای یا نصف طول ترک برای ترکهای داخلی
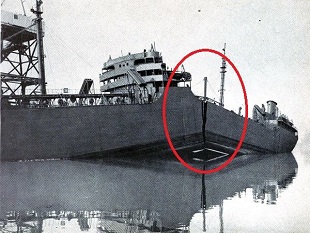
محدودیتهای مکانیک شکست الاستیک خطی
یکی از مشکلاتی که محققان آزمایشگاه تحقیقاتی وابسته به نیروی دریایی ایالات متحده با آن مواجه شدند، رفتار مواد مورد استفاده در ساخت کشتیها (نظیر ورقهای فولادی بدنه کشتی) بود. این مواد رفتار کاملاً الاستیک ندارند و نوک ترکهای موجود بر روی آنها نیز در معرض مقدار قابل توجهی از تغییر شکلهای پلاستیک قرار میگیرد. کوچک بودن مقیاس تسلیم ماده به عنوان یکی از فرضیات اساسی اروین در مکانیک شکست در نظر گرفته میشود (کوچک بودن اندازه ناحیه پلاستیک نسبت به طول ترک). با این وجود، این فرضیه برای انواع بخصوصی از شکست در فولادهای ساختمانی دارای محدودیت است و امکان ایجاد شکستهای ترد در این مواد فولادی و رخ دادن حوادث فاجعهبار وجود دارد. در مجموع، کاربرد مکانیک شکست الاستیک خطی برای فولادهای ساختمانی محدود بوده و استفاده از آزمایشهای چقرمگی شکست نیز هزینهبر است. به همین دلیل، در این شرایط باید از رویکردهای مکانیک شکست الاستیک-پلاستیک استفاده کرد.
ملاحظات مکانیک شکست در کاربردهای مهندسی:
به منظور اجرای تحلیل و پیشبینی گسیختگی در مکانیک شکست به اطلاعات زیر نیاز است:
1.بار اعمال شده
2.تنش پسماند
3.شکلو اندازه قطعه
مورد آزمایش
4.شکل، اندازه، محل قرارگیری و جهتگیری ترک
تمامی اطلاعات بالا همیشه در دسترس نخواهند بود. به همین دلیل، معمولاً از فرضیات محافظهکارانه برای انجام تحلیلها کمک گرفته میشود. گاهی اوقات نیز تحلیلهای مکانیک شکست پس از رخ دادن گسیختگی مورد استفاده قرار میگیرند. اگر شکست در عدم حضور بارهای اضافی رخ داده باشد، وجود ترکهای بسیار بزرگ شناسایی نشده در حین بررسیهای معمول یا چقرمگی پایین ماده به عنوان دلایل رخ دادن شکست در نظر گرفته میشوند.
Final Report on a Board of Investigation to Inquire into the Design and methods of Construction of Welded Steel Merchant Vessels, 1947
«مکانیک شکست» یکی از شاخههای علم مکانیک است که به مطالعه مکانیسم رشد ترک در مواد مختلف میپردازد. در مکانیک شکست، از روشهای تحلیل مکانیک جامدات برای محاسبه نیروهای محرک اعمال شده بر ترک و از روشهای تجربی برای تعیین مقاومتماده در برابر شکست استفاده میشود. امروزه در علم مواد، مکانیک شکست به عنوان یک ابزار مهم برای بهبود عملکرد قطعات مکانیکی به حساب میآید. مکانیک شکست با اعمال قوانین فیزیکی تنش و کرنش (بخصوص تئوریهای الاستیسیته و پلاستیسیته) به عیب و نقصهای ساختار بلوری مواد در مقیاس میکروسکوپی، رفتار مکانیکی آنها در مقیاس ماکروسکوپی را پیشبینی میکند. «شکستنگاری» یکی از علوم پرکاربرد در این حوزه است که به منظور ارزیابی دلایل شکست و اعتبارسنجی پیشبینیهای تئوری شکست با شکستهای واقعی مورد استفاده قرار میگیرد. پیشبینی رشد ترک یکی از مؤلفههای اصلی بررسی «تحمل آسیب» در اصول طراحی مکانیکی محسوب میشود. به طور کلی، مکانیک شکست به دو بخش «مکانیک شکست الاستیک خطی»و «مکانیک شکست الاستیک-پلاستیک تقسیمبندی میشود. در این مقاله شما را با مفاهیم، روابط و کاربردهای مکانیک شکست الاستیک خطی آشنا خواهیم کرد. به طور کلی، سه حالت برای شروع رشد ترک وجود دارد: ترک حالت اول (Mode I): حالت بازشدگی (ناشی از تنش کششی عمود بر سطح ترک) ترک حالت دوم (Mode II): حالت لغزش (ناشی از اعمال یک تنش برشی موازی با سطح ترک و عمود بر بخش جلویی ترک) ترک حالت سوم (Mode III): حالت پارگی (ناشی از اعمال تنش برشی موازی با سطح ترک و همچنین موازی با بخش جلویی ترک)
اهمیت مکانیک شکست:
عمر مکانیک شکست به کمتر از 100 سال میرسد و علم نسبتاً جدیدی به حساب میآید. فرآیندهای ساخت، تولید، ماشینکاری و شکلدهی مواد میتوانند منجر به ایجاد عیب و نقصهایی در قطعات مکانیکی شوند. در فرآیند ساختِ تمام قطعات فلزی، عیب و نقصهای داخلی و سطحی قابل مشاهده هستند. باید توجه داشت که تمام این عیب و نقصها در هنگام به کارگیری ناپایدار نخواهند بود. مکانیک شکست روشی است که تحلیل عیب و نقصهای یک قطعه به منظور شناسایی ترکهای ایمن (بدون احتمال رشد) و ترکهای مستعدرشد را امکانپذیر میکند. ترکهای مستعد رشد میتوانند باعث رخ دادن شکست در یک قطعه یا سازه شوند. علیرغم وجود عیب و نقصهای ذاتی یک سازه، امکان دستیابی به نتایج ایمن در تحلیل تحمل آسیب وجود دارد (وجود عیب و نقص دلیل کافی برای رخ دادن شکست نیست).
مکانیک شکست الاستیک خطی:
مکانیک شکست الاستیک خطی به منظور تخمین مقدار انرژی مورد نیاز برای گسترشها ترکهای موجود در یک ماده شکننده مورد استفاده قرار میگیرد. در ادامه به معرفی رویکردهای پرکاربرد در این حوزه میپردازیم:
معیار گریفیث:
مکانیک شکست در طی جنگ جهانی اول توسط «آلن آرنولد گریفیث» (Alan Arnold Griffith)، یک مهندس هوافضای انگلیسی، به منظور توصیف ساز و کار شکست مواد شکننده توسعه یافت. گریفیث شروع مطالعات خود بر روی مکانیک شکست را از دو واقعیت متناقض زیر الهام گرفت: 1.تنش مورد نیاز برای ایجاد شکست در یک شیشه، 100 مگا پاسکال (MPa) است. 2.تنش تئوری مورد نیاز برای شکستن پیوند اتمی درون یک شیشه، 10000 مگا پاسکال است.
گریفیث احساس کرد که توجیه این مشاهدات متناقض به معرفی یک تئوری جدید نیاز دارد. علاوه بر این، بر اساس آزمایشهای صورت گرفته توسط او بر روی الیاف شیشه، نشان داده شد که با کاهش قطر الیاف، تنش مورد نیاز برای ایجاد شکست افزایش مییابد. از اینرو، مقاومت کششی تکمحوری (پارامتری پرکاربرد در پیشبینی شکست مواد پیش از ارائه معیار گریفیث) نمیتوانست به عنوان یک ویژگی مستقل از مشخصات نمونه آزمایشگاهی در نظر گرفته شود. گریفیث بیان کرد که کم بودن مقاومت شکست مشاهده شده در آزمایشها و همچنین وابستگی این مقاومت به اندازه نمونه، به حضور نقصها و ترکهای میکروسکوپی درون ماده مربوط میشود.
گریفیث برای تأیید فرضیه تأثیر ترکها بر روی مقاومت ماده، یک ترک مصنوعی بر روی نمونههای شیشه ایجاد کرد. این ترک مصنوعی به صورت سطحی و بسیار بلندتر از دیگر ترکهای نمونه بود. آزمایشها نشان دادند که حاصلضرب جذر طول ترک در تنش شکست نمونه، یک مقدار تقریباً ثابت است:
a: طول ترک؛ σf: تنش در لحظه شکست؛ C: ثابت عددی
توجیه این رابطه با توجه به تئوری الاستیسیته خطی دشوار است. بر اساس تئوری الاستیسیته خطی، تنش و کرنش پیشبینی شده روی نوک یک ترک نوکتیز در مواد الاستیک خطی، بینهایت خواهد بود. گریفیث به منظور برطرف کردن این مشکل، یک رویکرد ترمودینامیک را برای توصیف رابطه مشاهده شده توسعه داد. برای رشد یک ترک و گسترش سطوح آن از هر دو طرف باید انرژی سطحی به اندازه کافی افزایش یافته باشد. گریفیث با حل مسئله الاستیسیته یک ترک محدود در یک صفحه الاستیک، رابطهای را برای تعیین ثابت C با توجه به انرژی سطحی ترک به دست آورد. مراحل انجام رویکرد اتخاذ شده برای این محاسبات به صورت زیر خلاصه میشوند: 1.محاسبه انرژی پتانسیل ذخیره شده در یک نمونه کامل تحت بارگذاری کششی تکمحوری 2.فیکس کردن مرزهای نمونه برای جلوگیری ایجاد ترک بر اثر اعمال بار – وجود ترک باعث رهاسازی تنش و کاهش انرژی الاستیک در نزدیکی سطوح ترک میشود. از طرف دیگر، ترک انرژی سطحی کلی نمونه را افزایش میدهد. 3.محاسبه تغییرات انرژی آزاد (انرژی سطحی – انرژی الاستیک) به عنوان تابعی از طول ترک – شکست هنگامی رخ میدهد که انرژی آزاد به مقدار حداکثری خود در طول بحرانی ترک برسد. با افزایش طول ترک پس از این مقدار حداکثری، انرژی آزاد کاهش خواهد یافت.
تا اوایل دهه 1950 میلادی، مطالعات گریفیث توسط گروه بزرگی از مهندسان نادیده گرفته میشد. این مسئله دو دلیل کلی داشت: 1.برای مواد واقعی مورد استفاده در سازهها، مرتبه بزرگی سطح انرژی مورد نیاز برای ایجاد شکست نسبت به انرژی سطحی بزرگتر است. 2.در اینگونه مواد همیشه مقداری تغییر شکل غیر الاستیک در بخش جلویی ترک وجود دارد که فرض محیط الاستیک خطی به همراه تنشهای بینهایت در نوک ترک را به کلی رد میکند. تئوری گریفیث با دادههای تجربی به دست آمده از آزمایش بر روی مواد شکنندهای نظیر شیشه مطابقت بسیار خوبی دارد. اگرچه برای مواد شکلپذیری مانند فولاد، مقدار انرژی سطحی پیشبینی شده توسط این تئوری معمولاً بسیار بزرگ است. به همین دلیل برای اینگونه مواد از رابطه زیر استفاده میشود:
هدایت حرارتی پایا در صفحه تخت: به جابجایی انرژی حرارتی که بین ذرات با انرژی بیشتر و ذرات با انرژی کمتر اتفاق میافتد، «هدایت حرارتی» گفته میشود. صفحهای به ضخامت Δx=L و مساحت سطح A را در نظر بگیرید. تصور کنید که دمای یک سمت از صفحه T1 و دمای سمت دیگر آن T2 باشد. بدیهی است که اختلاف دما در دو سمت این صفحه برابر با ΔT = T2 – T1 خواهد بود. دقت کنید که در این مسئله، انتقال حرارت به عنوان تنها شکل مبادله انرژی در نظر گرفته شده است
هدایت حرارتی: هدایت حرارتی، توانایی یک ماده در عبور دادن حرارت است. این خاصیت با دما تغییر میکند و با استفاده از آزمایش تعیین میشود. این ویژگی در بعضی از مواد در نزدیکی صفر مطلق، تغییرات بسیار زیادی دارد. به چنین موادی در این شرایط «ابررسانا»گفته میشود
هدایت حرارتی در صفحات کروی و استوانهای: از مسائل مهم انتقال حرارت، که در صنعت نیز کاربرد بسیاری دارند، هدایت حرارتی در سطوحی است که الزاما به صورت تخت نیستند. مثلا انتقال حرارت در لولههای خط گاز مربوط به پالایشگاهها عمدتاً به صورت عمود بر سطح است و در جهات دیگر تقریباً انتقال حرارتی صورت نمیگیرد. بنابراین این فرآیند را میتوان به شکلی پایا در نظر گرفت و دمای لوله نیز صورت تابعی از شعاع (T=T(r)) در نظر گرفته میشود.
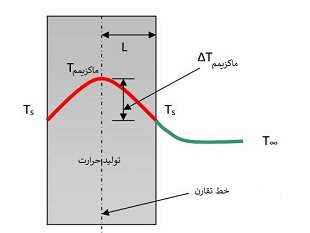
تولید حرارت در جامدات: به تبدیل شدن شکلهای مختلف انرژی به حرارت در یک محیط، تولید حرارت گفته میشود. این فرآیند در یک محیط منجر به افزایش دما در آن خواهد شد. به عنوان مثال انرژی به وجود آمده از مقاومت الکتریکی و یا حرارت ایجاد شده که به دلیل واکنشهای هستهای است، نوعی تولید حرارت محسوب میشوند. دقت کنید که معمولا نرخ تولید حرارت، در واحد حجم (W/m3) بیان میشود. در بیشتر کاربردها این دمای ماکزیمم است که به بررسی آن علاقهمند هستیم. محیطی جامد را با سطح مقطع A، حجم V و ضریب هدایت حرارتی k در نظر بگیرید که در آن حرارت با نرخ •g بر واحد حجم تولید میشود؛ همچنین حرارت از لبه جسم که در دمای Ts قرار دارد خارج میشود. در حالت پایا میتوان قانون پایستگی انرژی برای این سیستم را به صورت زیر نوشت. نرخ تولید انرژی در جامد = نرخ خارج شدن انرژی از جامد
از طرفی با استفاده از قانون سرمایش نیوتن میتوان گفت:
با ادغام دو رابطه بالا میتوان دمای سطح را به صورت زیر بدست آورد.
شناساگرها یا معرف ها مادههایی هستند که با کمک آنها میتوان تشخیص داد که محلولی اسیدی یا بازی است. در حالت کلی، شناساگرها مادهای رنگی هستند
که معمولاً از مواد گیاهی بدست می آیند و میتوانند به شکل اسیدی یا بازی موجودیت یابند. شناساگرها برای شناسایی اسیدهاوبازها به ما کمک میکنند.
مقدمه
برای تعیین نقطه پایان در حین تیتر کردن از ترکیبات شیمیایی مشخص استفاده میشود که در نزدیکی نقطه تعادل در اثر تغییر غلظت مواد تیترشونده شروع به تغییر رنگ میکنند.
این ترکیبات، مواد رنگی شناساگر میباشند. به عبارتی دیگر، شناساگرها مادهای رنگی هستند که رنگ آنها در محیط اسیدی و قلیایی با هم تفاوت دارد.
کاربرد شناساگرها
یکی از سادهترین راه تخمین کمی PH، استفاده از یک شناساگر است. با افزودن مقدار کمی از یک شناساگر به یک محلول، تشخیص اسیدی یا بازی بودن آن ممکن میشود.
در صورت مشخص بودن PH، تغییر شناساگر از یک شکل به شکل دیگر، با توجه به رنگ مشاهده شده،
میتوان تعیین کرد که PH محلول کمتر یا بیشتر از این مقدار است. شیمیدانها از این گونه مواد برای شناسایی اسیدها و بازها کمک میگیرند.
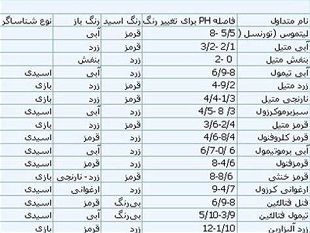
شناساگرهای زیادی وجود دارد که معروفترین آنها لیتموس (تورنسل) است که در محیط اسیدی، قرمز، در محیط بازی، آبی و در حدود خنثی بنفش رنگ است.
تغییر رنگ آن در نزدیکی PH برابر ۷ رخ میدهد. در هر حال تغییر رنگ ناگهانی نیست.
فنل فتالئین، معرف دیگری است که بیشتر برای بازها قابل استفاده است. این ماده جامدی سفید رنگ است که در آزمایشگاه محلول الکلی آن را بکار میبرند.
این محلول در محیط اسیدی بی رنگ و در محیط قلیایی رقیق ارغوانی است.
میتوان از آب کلم سرخ نیز بهعنوان یک شناساگر اسید و باز استفاده کرد. از آمیختن شناساگرهای مختلف با یکدیگر نوار کاغذی بدست میآید
که با یک مقیاس رنگ مقایسهای همراه است و برای اندازه گیریهای تقریبی PH بهطور گسترده کاربرد دارد.
انواع شناساگرها
شناساگر داخلی: اگر به محلول تیتر شونده، چند قطره از یک شناساگر افزوده شود و پس از پایان عمل تغییر رنگ در محلول ایجاد شود، چنین شناساگری را شناساگر داخلی یا درونی نامند.
شناساگر خارجی: در برخی حالات قبل از آن که نقطه پایان به ظهور برسد، بین شناساگر و محلول تیتر شونده یک واکنش صورت میگیرد
و در این حالت نقطه پایان بسیار سریع پدیدار میشود، مثل تیتر کردن فسفات با
استات اورانیل در حضور شناساگر فروسیانور پتاسیم، فروسیانور پتاسیم با یونهای اورانیل قبل از رسیدن به نقطه پایان واکنش میدهد.
برای بدست آوردن نتیجه صحیح و خوب باید به دفعات لازم چند قطره از محلول بالای رسوب ( یا محلولی که پس از صاف کردن رسوب بدست میآید )
را در فاصله زمانهای مساوی، روی یک قطعه کاغذ صافی با شناساگر سیانور پتاسیم آزمایش کرد. چنین شناساگری، شناساگر خارجی نامیده میشود.
شناساگرها، ترکیبات آلی با ساختار پیچیده هستند که به صورت اسید یا باز ضعیف عمل میکنند.
واکنشهای تفکیک و تجمع شناساگرها با نوآرایی ساختمانی درونی همراه است که سبب تغییر در رنگ میشود.
اطلاعات اولیه
انواع گوناگونی از ترکیبات، هم سنتزی و هم طبیعی وجود دارند که بر حسب PH محلولی که در آن حل میشوند، رنگ متفاوتی به خود میگیرند.
بعضی از این مواد هزاران سال است که برای نشان دادن خصلت اسیدی یا بازی آبها بکار گرفته شدهاند.
این ترکیبات همچنین برای شیمیدان عصر حاضر که از آنها برای تخمین PH محلولها
و تشخیص نقطه پایانی در تیتراسیونهای اسید – باز سود میبرند، اهمیت زیادی دارند.
رنگ شناساگر
محلولی که محتوی یک شناساگر باشد، با تغییرات PH،
یک تغییر پیوسته در رنگ از خود ظاهر میسازد. لکن، چشم انسان به این تغییرات حساس نیست.
نوعاً از یک گونه باید پنج تاده برابر بهطور اضافی موجود باشد
تا رنگ آن گونه به چشم بیننده یک رنگ غالب به نظر آید.
افزایش بیشتر در این نسبت هیچ تأثیر قابل روئیتی ندارد. فقط در ناحیهای که نسبت
از پنج تا ده برابر برای یک شکل به نسبت مشابهی برای یک شکل تغییر کند، بنظر میآید که رنگ محلول تغییر کردهاست.
پس، تغییر رنگ صوری شامل یک تغییر عمده در وضعیت تعادل شناساگر است.
بعضی از شناساگرها نیاز به تغییر نسبت کمتری دارند و بعضی دیگر، به تغییر بیشتر.
بعلاوه، تفاوت قابل توجهی نیز در توان افراد مختلف جهت تشخیص رنگ وجود دارد.
در حقیقت، شخص مبتلا به کور رنگی ممکن است قادر به تشخیص هیچ گونه تغییر رنگی نباشد.
دامنه PH برای تغییر رنگ
دامنهای از PH که یک شناساگر معین در آن دامنه تغییر رنگ میدهد به ثبات یونش شناساگر بستگی دارد.
برای شناساگرهایی که اسیدی ضعیف هستند هر اندازه ثابت یونش کوچکتر باشد، دامنه PH تغییر رنگ آن بالاتر است.
این مخازن با داشتن ارتفاع کم در فضاهایی با محدودیت ارتفاع به خوبی قابل نصب و استفاده هستند.
مخازن عمودی
این مخازن با اشغال کمترین سطح در مکان هایی که محدودیت ارتفاع ندارند قابل استفاده می باشند .
مخازن مکعبی و کتابی
این مخازن در سه حجم ۲۳۰ لیتری مکعبی ، ۸۰۰ لیتری مکعبی افقی و ۱۰۰۰ لیتری و ۲۰۰۰ لیتری کتابی تولید می شوند. این مخازن مکعبی با شکل هندسی خاصشان با اشغال کمترین فضا و با امکان نصب در فضاهای بلا استفاده ، حجم ذخیره قابل توجهی قرار می دارند.
مخازن مادولار افقی
این مخازن به صورت ویژه به دو شکل سبک و سنگین ( مخازن قابل دفن ) با هدف ذخیره آب و با قابلیت کاربری در سپتیک تانکها و پکیجهای تصفیه فاضلاب تولید می شوند و دامنه حجمی آنها از ۵۰۰۰ لیتر تا ۱۰۰۰۰۰ لیتر قابل افزایش است.
وان های صنعتی و شیلاتی
این محصولات به عنوان حوضچه های کاملا بهداشتی در صنایع غذایی و شیلاتی کاربری دارند. خاصیت ضد خوردگی این استخرهای کوچک پلی اتیلنی موجب گردیده در صنایع و به خصوص در انواع روشهای آبکاری فلزات کاربری داشته باشند.
مخازن تک لایه :
این مخازن به صورت بی رنگ و یا رنگی مطابق سفارش مشتری قابل تولید می باشند.
کاربری: ذخیره سازی آب آشامیدنی در مکانهای تاریک و مواد غذایی و انواع مواد شیمیایی (جایگزین استینلس استیل)
مخازن دو لایه:
لایه داخلی این مخازن بی رنگ یا سفید و لایه بیرونی آنها رنگی می باشد. به دلیل وجود لایه رنگی نور کمتری به داخل مخزن نفوذ پیدا می کند.
کاربری : ذخیره سازی آب آشامیدنی و مواد غذایی و انواع مواد شیمیایی (جایگزین استینلس استیل)
مخازن سه لایه:
این مخازن دارای سه لایه با رنگهای متمایز می باشند . به صورت معمول لایه های داخل و بیرونی سفید رنگ هستند و لایه میانی با رنگ مشکی مانع نفوذ از نور به داخل مخزن می شود. این مسئله در محیط های روشن علاوه بر جلوگیری از تشکیل و رشد جلبکها در داخل مخازن نگهداری آب ، مانع از تاثیر مخرب نور آفتاب و اشعه یو وی آن بر ترکیبات شیمایی دیگر سیالات ذخیره شده در این مخازن می گردد.
کاربرد: ذخیره سازی آب آشامیدنی و مواد غذایی و شیمایی حساس به نور
مخازن فوم دار:
این مخازن بر حسب نیاز مشتریان به فرمهای دو لایه و سه لایه تولید می شوند. وجود لایه فوم علاوه بر افزایش ضخامت و ایجاد استحکام سبب کاهش انتقال حرارت از جداره مخزن شده و در شرایط آب و هوایی گرم و سرد، دمای داخل مخزن را در مدت طولانی تری ثابت نگه می دارد.
کاربرد: ذخیره سازی آب آشامیدنی و مواد غذایی که نیاز به محافظت در برابر یخزدگی و تغییرات دمایی دارند.
ايجاد و توسعه فضاي سبز ارزيابي و بازبيني موارد ايمني مترتب بر جايگاههاي CNG بازرسي فني مخازن جلوگيري از تبخير فرآورده ها در جايگاههاي توزيع آموزش نيروي انساني اجراي دوره هاي آموزشيHSE ويژه جهت تربيت تيم مميزان داخلي اجراي دوره هاي آموزشيHSE براي نمايندگان مديران و سيستم ها در مناطق اجراي دوره هاي آموزشيHSE منطقه اي تشكيل اولين سمينار ملي HSE در سطح مناطق 37گانه شركت پخش. اين سمينار داراي اهداف زير ميباشد: ايجاد يك شبكه اطلاعاتي جهت جريان سيال اطلاعات بين مناطق انتقال تجربيات موفق هر منطقه مناطق مختلف به ساير مناطق ايجاد بستر مناسب جهت بيان افكاروعقايد وايجاد انگيزشهاي لازم براي كار گروهي مشاركـت و همبستگي نيروهاي متخصص مناطق جهت حل معضلات HSE شركت و ارائه راهكارهاي عملي بالا بردن ميزان بهره وري نيروي انساني شركت در همايشها و سمينارهاي داخلي و خارجي جهت انتقال تجربيات و تكنولوژي ها و راهكارهاي
مقدمه فعالیت های صنعت نفت از اکتشاف، حفاری و تولید نفت و گاز تا تولید فراورده های پالایشگاهی و محصولات پتروشیمیایی، آثار و پیامدهای نامطلوب و اجتناب ناپذیری برای انسان و محیط زیست در بر دارد.
نظام مدیریت یهداشت، ایمنی و محیط زیست (HSE-MS)، یک ابزار مدیریتی موثر برای کنترل و بهبود عملکرد بهداشت، ایمنی و محیط زیست در سازمان ها است که با ایجاد بستر فرهنگی خلاق و نگرشی نو و نظام مند به تبیین تاثیر متقابل بهداشت، ایمنی و محیط زیست پرداخته و از این طریق خطرها و چالش ها را به طور منظم و ساختاری مورد ارزیابی و کنترل قرار داده و روش های پیشگیرانه ارائه می دهد
. هدف نهایی در نظام مدیریتHSE صیانت از کارکنان و عموم جامعه، حفاظت از محیط زیست و پاسداری از دارایی ها و اعتبار سازمان است. ایجاد محیط های کاری ایمن، سالم و بدون حادثه، کاهش آلاینده های زیست محیطی، کنترل مواجهه کارکنان با عوامل زیان آور شغلی، ایجاد و توسعه نظام جامع و یکپارچه مدیریت HSE، نهادینه سازی نظام اجرایی مدیریت HSE پیمانکاران، اجرای کارآمد و اثربخش مطالعات شناسایی خطرات، ارزیابی ریسک ها و مدیریت آنها، تبیین مسوولیت ها و اختیارات اجرایی و متعادل سازی منابع، شامل نیروی انسانی، تجهیزات و فعالیت های تولیدی از اهداف عمده مدیریت HSE در وزارت نفت است.
جهت اطلاعات بیشتر به سایت www.kishindustry.ir مراجعه فرمایید
تاریخچه ای پیدایش و آغاز به کار نظام مدیریت بهداشت، ایمنی و محیط زیست (HSE-MS) در صنعت نفت نیازهای فزاینده در صنعت نفت برای افزایش بهره وری، کاهش هزینه ها، صیانت از نیروی انسانی، حفاظت از محیط زیست، استفاده از مواد و انرژی به روش صحیح و مناسب و حفاظت از سرمایه ها و اعتبار سازمان در ابتدای دهه ۸۰ منجر به تحقیق، بررسی و نهایتاً انتخاب نظام مدیریت بهداشت، ایمنی و محیط زیست(HSE-MS) برای اجرا در سطح صنعت نفت گردید. فلسفه انتخاب این نظام اجرای موفق آن در صنایع بین المللی نفت و گاز و امتیازات حاصل از اجرای آن از یک سو و فرانگری خاص آن در سه مقوله بهداشت، ایمنی و محیط زیست و تعاملات بین این سه علم از سوی دیگر بوده است.
حاصل این فرانگری استفاده حداکثر از پتانسیل های موجود در این سه زمینه، کاهش هزینه های ناشی از اعمال اقدامات کنترلی و در نهایت افزایش بهره وری سازمانی می باشد. پس از بررسی نظامهای مدیریتی مختلف، وزیر محترم وقت در تاریخ ۲۹/۱۲/۱۳۸۰ با استقرار نظام مدیریت بهداشت، ایمنی و محیط زیست HSE-MS)) در صنعت نفت موافقت نمودند و مقرر شد با بررسی منابع موجود در این خصوص، انتخاب مدل وتهیه راهنمای استقرار نظام مدیریت بهداشت، ایمنی ومحیط زیست در دستور کار شورای مرکزی نظارت بر ایمنی وآتش نشانی قرار گیرد.
نتایج بررسی های بعمل آمده، به انتخاب مدل انجمن بین المللی تولید کنندگان نفت وگاز (OGP) وتصویب آن در سی وهفتمین جلسه شورای مذکور انجامید. این موضوع طی نامه شماره ۳۸۴۳-۱/۲۸ مورخ ۲۴/۱۲/۸۱ برای اجراء در تمامی سطوح صنعت نفت از سوی وزیر نفت ابلاغ گردید تا از این طریق ضمن یکپارچه سازی تمام سیستم های مدیریتی مرتبط، تعادل فنی و اقتصادی حاصل گشته و اثربخشی و بهره وری سازمانی ارتقاء پیدا نماید. در این خصوص پس از ایجاد ساختارهای سازمانی مورد نیاز، اداره کل بهداشت، ایمنی و محیط زیست (HSE) وزارت نفت به عنوان متولی این نظام در صنعت نفت معرفی گردید تا همواره اثربخشی استقرار و توسعه این نظام مدیریتی در سطح صنعت را پایش و نظارت نماید.
ماموریت های اداره کل بهداشت، ایمنی و محیط زیست وزارت نفت الف) استقرار، راهبری، توسعه و ممیزی نظام مدیریت بهداشت، ایمنی و محیط زیست ب) حرکت به سوی ایجاد امنیت و صنعتی بدون حادثه ج) نظارت بر ایجاد محیط کاری سالم، ایمن و به دور از هر گونه حادثه، آسیب و خسارت به محیط زیست د) صیانت از نیروی انسانی، حفاظت از محیط زیست و پاسداری از سرمایه ها و اعتبار سازمان ه) حرکت در راستای توسعه پایدار، افزایش بهره وری و رشد و بالندگی نیروی انسانی
شرح وظایف کلی اداره کل HSE وزارت نفت الف) حوزه سیاستگذاری و برنامه ریزی راهبردی – سیاستگذاری و ابلاغ استراتژی های لازم جهت استقرار، نگهداری و توسعه نظام مدیریت بهداشت، ایمنی و محیط زیست – طراحی و ابلاغ نقشه راه نظام مدیریت بهداشت، ایمنی و محیط زیست (HSE Road Map) و تعیین وظایف و مسئولیت های بخشهای مختلف سازمانی و نظارت بر اجرای آن – تدوین اهداف و برنامه های کلان و راهبردی – تدوین و تصویب مفاهیم، تعاریف، مقرارت، آئیننامهها، قواعد و معیارهای مورد نیاز نظام بهداشت، ایمنی و محیط زیست – ساماندهی و هماهنگ کردن فعالیتهای بخش های مختلف سازمانی در زمینه بهداشت، ایمنی و محیط زیست در راستای دستیابی به اهداف پیش بینی شده – بررسی وضعیت موجود و آیندهنگری با استفاده از روشهای علمی و پژوهشی – ایجاد شرایط لازم برای تسهیل و تسریع در توسعه نظام مدیریت بهداشت، ایمنی و محیط زیست در چارچوب ضوابط مصوب – ارزیابی فعالیتهای بخشهای مختلف به منظور حصول اطمینان از صحت انطباق فعالیتها با نظام جامع بهداشت، ایمنی و محیط زیست. – سیاستگذاری، برنامهریزی، هدایت، حمایت و نظارت در زمینه تولید، پالایش و مبادله دانش،اطلاعات و تجارب مرتبط با نظام مدیریت بهداشت، ایمنی و محیط زیست و نظارت برامر اطلاعرسانی – ایجاد هماهنگی در تحقیقات بنیادی، کاربردی و توسعهای و نیزسیاستهای بهرهگیری از فناوریهای نوین علمی و عملی در رابطه با موضوعات بهداشت، ایمنی و محیط زیست – ایجاد زمینههای لازم برای اعتلای دانش و فرهنگ عمومی سازمان در زمینه بهداشت، ایمنی و محیط زیست. – داوری نهائی در باره فعالیتهای اصلی بخش های مختلف جهت حل اختلافهای احتمالی
جهت اطلاعات بیشتر به سایت www.kishindustry.ir مراجعه فرمایید
ب) حوزه مدیریت بهداشت صنعتی مدیریت بهداشت صنعتی در نظام مدیریت HSE ، بهداشت محیط کار است که ضمن اینکه نواحی و مرزهای مشترک زیادی با موضوعات ایمنی و محیط زیست دارد مقوله ای کاملاً فنی و مهندسی و فرایندی بوده و با رویکرد PROACTIVE ( پیشگیرانه) به پایش و ارزیابی عوامل زیان آور محیط کار نظیر صدا، ارتعاش، نور، گازها و بخارات مواد شیمیایی، ذرات قابل اشتعال و انفجار، پوسچرهای نامناسب کاری و … و کنترل آنها از طریق اقدامات مهندسی و مدیریتی نظیر طراحی و اجرای سیستم های تهویه موضعی، مافلرها، سایلنسرها، جاذبها و عایق های صوتی و حرارتی و .. می پردازد و برای دستیابی به اهداف پیش بینی شده در این مسیر از تخصص های بسیاری نظیر سود خواهد جست. حفاظت از سلامت نیروی انسانی در برابر عوامل مختلف زیان آور محیط کار در جهت تحقق آرمان «انسان سالم محور توسعه پایدار» از اهمیت به سزایی برخوردار می باشد.
سیاستگذاری، برنامه ریزی راهبردی و نظارت عالیه بر موضوعات بهداشت صنعتی با هدف کاهش و پیشگیری از بروز بیماری ها و آسیب های شغلی از اهم وظایف این حوزه می باشد.
ج) حوزه مدیریت ایمنی در بخش ایمنی، کل فرایندهای صنعتی از دیدگاه ایمنی بررسی شده و خطرات ناشی از آنها مورد آنالیز قرار می گیرد. در این بررسی با تعیین میزان ریسک های احتمالی، راهکارهای کنترلی و پیشگیرانه مورد نیاز طرح ریزی و اجرا می شود. سیاستگذاری، برنامه ریزی راهبردی و نظارت عالیه بر موضوعات ایمنی و اتش نشانی با هدف شناسایی خطرات، ارزیابی و کنترل ریسک ها و در نهایت کاهش و پیشگیری از بروز حوادث از اهم وظایف این حوزه می باشد. د) حوزه مدیریت محیط زیست در بخش محیط زیست نیز کلیه اثرات زیست محیطی حاصل از اجرای پروژه ها در فاز طراحی، ساخت، نصب، راه اندازی و بهره برداری به دقت مورد بررسی قرار گرفته و کنترل های مورد نیاز اعمال می شود. سیاستگذاری، برنامه ریزی راهبردی و نظارت عالیه با هدف حفاظت از محیط زیست و تحقق صنعت سبز از اهم وظایف این حوزه می باشد. شناسایی منابع آلاینده محیط زیست (آب، هوا و خاک) و ارزیابی و کنترل آنها، بهینه سازی مصرف انرژی، مدیریت تغییرات آب و هوا و نهادینه سازی الزامات توسعه پایدار از سایر وظایف این حوزه می باشد.
د) حوزه آموزش HSE بمنظور افزایش سطح مهارت، توانایی و صلاحیت نیروی انسانی جهت دستیابی به اهداف سازمانی و با توجه به اهمیت آموزش در نظام مدیریت HSE و نقش آن در کاهش حوادث، بیماری های شغلی و آسیب های زیست محیطی و در نتیجه افزایش بهره وری و تعالی سازمانی، مدیریت آموزش HSE نسبت به نیازسنجی آموزشی، برنامه ریزی و اجرای دوره های آموزش عمومی و تخصصی HSE با همکاری ادارت آموزش اقدام می نماید.
جهت اطلاعات بیشتر به سایت www.kishindustry.ir مراجعه فرمایید
می توان نانولوله های کربنی تک جداره را به عنوان برش هایی از یک شبکه شش ضلعی اتم های کربنی که در امتداد یکی از بردارهای شبکه براوه قرار گرفته اند تصور کرد تا یک استوانه توخالی شکل بگیرد.
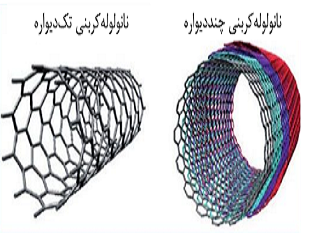
نانو لولههای کربنی، ساختارهای حلقوی تو خالی و متشکل از اتمهای کربن هستندکه میتوانند به شکل تک یا چند جداره آرایش یابند و دارای خواص فلزی و شبه رسانایی نیز هستند.
نانولوله های کربنی می توانند هدایت الکتریکی قابل توجهی داشته باشند. همچنین دارای کشش سطحی فوق العاده ای و هدایت حرارتی هستند .
به دلیل نانوساختاربودن و استحکام پیوندهای بین اتمهای کربن.
علاوه بر این ، آنها می توانند از نظر شیمیایی اصلاح شوند.
این خواص در بسیاری از زمینه های فناوری ،
از جمله الکترونیک، نورشناسی ، موادکامپوزیت، فناوری نانو می تواند کاربردی باشد.
نانولولههای کربنی که به صورت افزودنی در پلیمرها به کار میروند قادرند گرما را انتقال داده و یک پوشش سطحی را به یک سطح گرما دیده مبدل کنند.
نانولوله های کربنی از نظر مکانیکی بسیار مقاوم، از نظر شیمیایی بسیار پایدار و رسانای گرما هستند.
بسته به شرایط و نیازهای دمایی مطلوب میتوان از نانو لوله های کربنی در سیستمهای بستهبندی مبتنی بر آکریلات،
اپوکسی یا رزینهای سیلیکونی با دمای حداکثر ۵۰۰ درجه سانتیگراد استفاده نمود.
همچنین در بدنه روتور در توربینهای بادی از نانولوله های کربنی استفاده میگردد تا به عنوان ضد یخ عمل کنند. نانوله ها به دلیل خواصی که دارند در موقعیتهای مختلفی استفاده میشوند.
خواص مکانیکی
سیانتیها یکی از محکمترین مواد در جهان هستند. ویژگی بارز مکانیکی نانولولههای کربنی در سفتی بسیار زیاد و نیروی کشسانی بالای آنها است.
ضریب یانگ که نشاندهنده سختی یک ماده است و اینکه تحت فشار مکانیکی چقدر تغییر شکل میدهد
برای نانولولههای کربنی 1TPa است که با گرافنی که در هواپیما استفاده میشود قابل مقایسه است.
خواص الکترونیکی
خواص الکترونیکی نانولههای کربنی برای مواد هیبرید بسیار مهم است و تا حد زیادی به ساختار نانولوله کربنی بستگی دارد.
نتایج نظری و آزمایشگاهی نشان میدهد نانولولههای تک دیوارهای، یا فلزی هستند
یا نیمه هادی (بسته به قطر و کایرالیتی) در حالیکه نانولولههای چند دیوارهای معمولاً فلزی هستند.
تولید ولتاژ: با عبور مایع از میان کلافهایی از نانولولههای کربنی تک جداره، ولتاژ الکتریکی ایجاد میشود.
از این تکنیک برای ساخت حسگرهای جریان مایع برای تشخیص
مقادیر بسیار اندک مایعات و نیز برای ایجاد ولتاژ در کاربردهای زیست پزشکی استفاده میشود.
همچنین نشان داده شده است که مایعات با قدرت یونی بالا ولتاژ بیشتری تولید میکنند.
خواص گرمایی
رسانایی گرمایی برای نانولههای کربنی تک دیوارهای، در امتداد محوری مقدار بسیار
بزرگ 6600 Wm-1K-1 محاسبه شده است، و عمود بر محور ۱٫۵۲ Wm-1K-1 محاسبه شده است.
خواص مغناطیسی
ممان مغناطیسی بسیار بزرگ با قرار دادن یک نانولوله در زیر لایه مغناطیسی
یا با افزودن الکترون یا حفره به نانولوله میتوان خاصیت مغناطیسی در نانولوله ایجاد کرد.
این خاصیت باعث میشود که بتوان ساخت وسایلی را پیش بینی کرد
که در آنها اتصالات مغناطیسی و الکتریکی از هم جدا شدهاند.
اتصال مغناطیسی را میتوان برای قطبی کردن مغناطیسی نانولوله ها- دستکاری در اسپین ها- به کار برد
و از اتصالهای غیرمغناطیسی برای الکترودهای ولتاژ- جریان استفاده کرد.
همچنین ممان مغناطیسی آنها نیز قابل اندازهگیری است (۱/۰ مگنتون بور در هر اتم کربن).

 σij: تنشهای کوشی؛ x: فاصله نقطه مورد بررسی تا نوک ترک؛ θ: زاویه نقطه مورد بررسی نسبت به صفحه دربرگیرنده ترک؛ fij: توابع وابسته به هندسه ترک و شرایط بارگذاری
اروین کمیت K را «ضریب شدت تنش» (Stress Intensity Factor) نامگذاری کرد. از آنجایی که کمیت fij بدون بعد است، ضریب شدت تنش با واحد مگا پاسکال در جذر متر (MPam0.5) بیان میشود. با در نظر گرفتن مدل ریاضی «سختکننده» (Stiffener) نیز یک عبارت مجانبی مشابه برای میدان تنش به دست میآید.
σij: تنشهای کوشی؛ x: فاصله نقطه مورد بررسی تا نوک ترک؛ θ: زاویه نقطه مورد بررسی نسبت به صفحه دربرگیرنده ترک؛ fij: توابع وابسته به هندسه ترک و شرایط بارگذاری
اروین کمیت K را «ضریب شدت تنش» (Stress Intensity Factor) نامگذاری کرد. از آنجایی که کمیت fij بدون بعد است، ضریب شدت تنش با واحد مگا پاسکال در جذر متر (MPam0.5) بیان میشود. با در نظر گرفتن مدل ریاضی «سختکننده» (Stiffener) نیز یک عبارت مجانبی مشابه برای میدان تنش به دست میآید.